旋转楼梯切板加工工艺也是至关重要的,因为切板工艺作为承上启下的中间工序对旋转楼梯的加工质量、生产效率、出材率、旋转楼梯的加工成本影响很大。
旋转楼梯切板工艺有桥切机切板和水刀机切板两种方法。桥切机主要切规格板,水刀机用于切100mm以下厚度的圆弧板和弯位线条。
#01
旋转楼梯切规格板工艺
旋转楼梯切规格板加工工艺流程:生产加工单阅读用料规划阅读材料的交接切板前的准备工作排板坯料切板圆弧板修切检验转运
(1)生产加工单阅读
生产加工单是产品加工的基础资料,也是重要资料,产品加工前加工者应该认真阅读生产加工单。
生产加工单的构成:工程名称;生产加工单编号;加工部位或加工区域;材料名称、颜色、纹理要求;产品类型、产品编号;规格尺寸、厚度;表面质量要求;加工数量;加工要求;各种加工图;交货期。切板工特别要认真阅读生产加工单上的旋转楼梯的切板图,注意切板的方向、材料的纹理要求。从图2、图3可以看出旋转楼梯切板有方向。
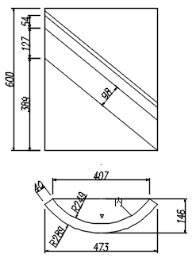
图1
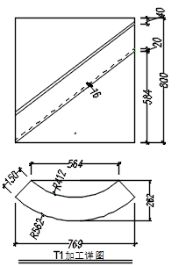
图2
(2)用料规划阅读
生产工切板前除认真生产加工单外,还要认真阅读用料规划,清楚用料质量要求,弄明白纹理方向,出材率。石材加工企业生产部一般会用用《料规划表》的形式做好用料规划下发到生产车间。

图3
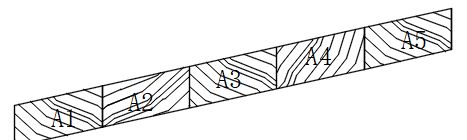
图4
(3)材料的交接
由切板工序与开料工序、仓库办理材料领用、交接手续,明确用料的数量,如何用料?
(4)切板前的准备工作
1)技术交底
由车间主管、主管班长向生产工指出旋转楼梯切板时的加工要求,切板注意事项,切板质量要求。
2)辅料领取
按生产指令领取有关物料。如锯片、卷尺、角尺、笔等辅助材料
3)生产工具的准备
扳手、平度尺、塞尺、宽座角尺、卷尺、油枪、油壶、大板吊夹、吊带
4)劳动保护用品
防尘口罩、耳塞、安全帽、防砸水鞋等物品。
5)生产设备、辅助设备的检查
检查设备的水、电、气是否正常;检查设备的安全设施是否损坏、齐整;检查行吊、单臂吊的安全装置是否存在隐患、吊夹的完好性、吊带是否磨损严重要更换;检查设备周边是否有影响设备运行的障碍物;检查电气设施的漏电保护的完好及灵敏性;设备加油。
6)定位装置的制作
制作切板时的定位装置,靠板等辅助设施。
(5)排板
考虑到石材存在纹理、颜色的差异,为保证旋转楼梯最好效果,切板前最好先排板,按生产加工单上的排板图排板,编号,做好切板图。图5的大板纹理明显存在差异,而且是正反纹的,切板时如果事先排板,编好切板顺序,生产工切板时不会出错,且切板效率高。反之,生产工可能出错。

图5

图6
(6)坯料切板
坯料切板设备桥切机、多轴电子桥切机等。桥切机多用于切普形板,电子桥切机切异型板。

图7
(7)圆弧板修切
对旋转楼梯圆弧板弦长,高度。
(8)检验
对切好的规格板、异型板、线条坯料,圆弧检验。
对规格板检验长、宽尺寸;对异型板检验形状;线条坯料检验长、宽、厚,材料的颜色、纹理;对圆弧板检验圆弧板的高度、弦长、厚度,圆弧形状、垂直度、母线的直线度。
(9)转运
将切好的产品转运到下道工序加工。
#02
水刀机切割圆弧板、弯位线条坯料工艺
水刀机切割圆弧板、弯位线条坯料工艺:生产加工单阅读用料规划阅读材料的交接圆弧板加工前的准备工作坯料检查圆弧板的加工检验圆弧板的加固转运
(1)生产加工单阅读
认真阅读生产加工单,弄清楚旋转楼梯中哪些是圆弧板,圆弧板的半径、弦长等倦参数,加工数量;圆弧板的纹理方向;旋转楼梯的平面图、立面图、剖面图。
(2)用料规划阅读
生产工切板前除认阅读生产加工单外,还要认真阅读用料规划,清楚用料质量要求,弄明白纹理方向,出材率。石材加工企业生产部一般会用《用料规划表》的形式做好用料规划下发到生产车间。
(3)材料的交接
圆弧板加工的坯料是车间开料班提供的,圆弧板加工的班组应与开料班现场交接用料,了解清楚用什么料加工圆弧板,弦长与高度方向;纹理方向;加工数量;是否合料加工;用几块料加工,这几块料之间的颜色、纹理关系。圆弧板加工是旋转楼梯加工中的重中之重,圆弧板加工的班组与开料班组之间的交接必须认真履行,不能马虎,出错。否则,旋转楼梯加工会出现大的问题
(4)圆弧板加工前的准备工作
圆弧板切割前的准备工作与桥切切板相同
(5)坯料的检查
圆弧板加工前生产工应对坯料检查,检查坯料的高度、弦长、纹理方向是否符合生产加工单的要求;检查材料的表面质量状况。
(6)圆弧板坯料的加工
利用电脑串珠绳锯加工圆弧板。高度小于100mm的圆弧板可以用水刀机切割

图8

图9
(7)检验
第1件圆弧板切下来时,用标准模板检查圆弧板外形;母线直线度;纹理方向是否符合生产加工单要求。每加工5片检验一次。
(8)卸板
圆弧板卸板时一次不要多,防止圆弧板断裂。每次吊卸圆弧板不要超过5件。
(9)加固
大理石材圆弧板裂纹多,易断裂,因此圆弧板加工好后需用胶、纤维网对圆弧板加固。表面崩面的用石料、大理胶对其加固。
(9)转运
加固好的圆弧板转到下道工序打磨抛光。
作者|晏辉
未经授权请勿转载